⚡ Executive Summary: “ASME B73.1 compliance” is not a certificate — it is demonstrable, documented proof through measurement, testing, and traceability. Use this 10-point audit checklist to verify any third-party ANSI pump supplier can pass a global engineering audit.
The Question That Stops Procurement
You found a third-party pump: 35% cost savings, 50% shorter lead time, full material traceability. The maintenance team approves. Then engineering asks: “Can these pumps pass a global engineering audit?”
This question is legitimate. When hazardous chemicals are involved, compliance is verifiable, documented fact — not marketing copy.
Key fact: ASME does not “certify” or “approve” B73.1 pumps. B73.1 is a published standard. Compliance means the manufacturer demonstrates — through measurement, testing, and documentation — that their product meets every requirement.
The 10-Point ASME B73.1 Compliance Audit Checklist
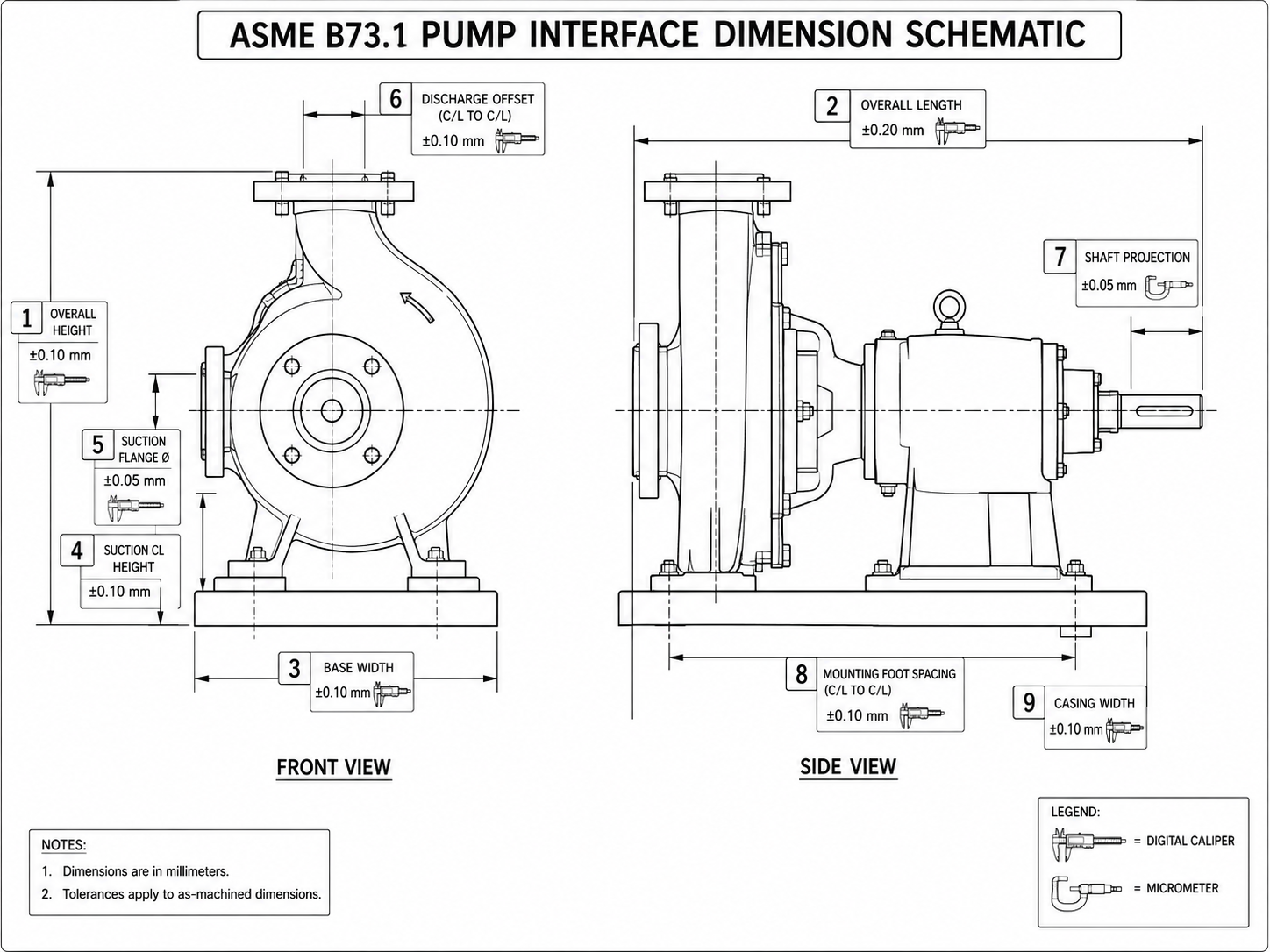
Checkpoint 1: Dimensional Verification
The supplier must provide a dimensional inspection report with measured values (not pass/fail) for each critical interface, traceable to the pump serial number.
| Dimension | Tolerance | Measurement Tool |
|---|---|---|
| Suction nozzle centerline elevation | ±0.03 in | CMM or height gauge |
| Discharge nozzle centerline elevation | ±0.03 in | CMM or height gauge |
| Nozzle face-to-face distance | ±0.06 in | CMM or calibrated tape |
| Baseplate bolt hole pattern | ±0.03 in | CMM |
| Shaft centerline height | ±0.03 in | CMM or height gauge |
| Casing-to-frame register diameter | +0.002/-0.000 in | CMM or bore gauge |
| Seal chamber bore diameter | +0.002/-0.000 in | CMM or bore gauge |
| Shaft diameter at impeller | +0.000/-0.001 in | Micrometer |
| Shaft runout (TIR) | ≤0.002 in | Dial indicator |
Checkpoint 2: Material Certification
Every pressure-containing component must have an MTR with: OES chemical analysis (actual measured %, not “typical”), mechanical properties (tensile, yield, elongation, hardness with measured values), heat number traceable to the casting, and heat treatment details.
Checkpoint 3: Hydrostatic Testing
1.5× MAWP, 30-minute hold, zero leakage, zero pressure drop. Certificate must reference the component serial number.
Checkpoint 4: Impeller Balance
Dynamically balanced to ISO 1940 Grade G6.3 or better. Report must show initial unbalance, correction applied, and residual unbalance.
Checkpoint 5: Performance Test (When Specified)
Per ANSI/HI 1.6. Flow vs. head curve at rated speed. Power, efficiency, NPSHr at rated point and minimum continuous stable flow.
Checkpoint 6: Vibration Test
Per ANSI/HI 9.6.4. Overall vibration ≤0.15 in/s RMS on rigid test stand, measured at bearing housing in 3 directions.
Checkpoint 7: Nameplate Data
Manufacturer, model/serial, size, material class, MAWP at temperature, hydrotest pressure, speed, year of manufacture. Permanently attached — riveted or welded, not adhesive.
Checkpoint 8: NDE Documentation (When Specified)
RT per ASTM E446/E1320, UT per ASTM A388, PT per ASTM E165, MT per ASTM E709. Reports reference component serial number.
Checkpoint 9: Coating & Surface Preparation
Per specification for intended service environment. Marine-grade for offshore/coastal installations.
Checkpoint 10: IOM Manual
Cross-sectional drawing + parts list, bearing lubrication specs, coupling alignment tolerances, recommended spare parts, startup/shutdown procedures.
⚠️ Our Audit-Ready Documentation Package
Every pump ships with a complete compliance binder: ✅ CMM dimensional report (all 9 critical interfaces, measured values) | ✅ Full MTRs with OES chemistry and mechanical properties | ✅ Hydrostatic test certificate (1.5× MAWP) | ✅ Impeller dynamic balance report (ISO G6.3) | ✅ NDE reports as specified (RT, UT, PT, MT) | ✅ Nameplate verification photo | ✅ Coating system specification sheet | ✅ IOM manual with cross-sectional drawing | 100% traceability from serial number to every document.
Preparing for an Audit — 5 Steps
- Create a compliance binder — all 10 checkpoints, organized and indexed per pump model
- Maintain traceability — serial number on every document
- Keep calibration records — for all measurement and test equipment
- Verify ISO 9001 — current cert, verifiable through issuing body database
- Document change control — if pattern or program is modified, how is compliance re-verified?
🔗 Related Reading
📋 Request a Quote — Response Within 24 Hours
Our engineering team reviews every inquiry and provides a detailed quote with compatibility confirmation.